



首页 公司简介 产品中心 新闻中心 案例展示 相关资质 人才招聘 关于我们
Copyright © 2012 进口切割片_进口切割片价格_进口角磨片_千叶片—上海敖朗实业有限公司 备案号:沪ICP备19039281号-1

进口切割片_进口切割片价格_进口角磨片_千叶片—上海敖朗实业有限公司
电话:021 58586359 转8001
传真:021 58586359 转8008
邮箱:alan@abrabeta.cn
邮编:201601
地址:上海市松江区高技路655号3栋620室
网址:http://www.abrabeta.cn

如何选择一款高质量砂轮片(切割打磨片)?
砂轮片,属于固结磨具,是用磨料(磨削材料)与结合剂制成的具有一定形状和一定磨削能力的工具。因此,固结磨具制成品有切割片、打磨片、带柄磨头、砂轮等成品。在这我们主要讲解纤维树脂切割片和打磨片的制作工艺、特点及安全使用规范。
1、切割片种类
切割片可分为纤维树脂切割片和金刚石切割片。采用玻璃纤维和树脂做增强结合材料,具有高抗拉、抗冲击和抗弯强度树脂切割片,被广泛应用于普通钢材、不锈钢金属和非金属等材料的切割作业!
其中,因切割金属材质的不同,如铝材等软质金属的切割,有专用于铝材的切割片以及石材切割片等:
又由于切割打磨的作业环境因素,例如核电火电电厂等容易引起安全隐患的作业环境要求,切割片需具备不含铁硫卤素等化学元素的条件才能安全有效作业,所以有专用于核电行业的切割片,同时也可用于各种碳钢不锈钢、合金钢、铸铁等金属切割:
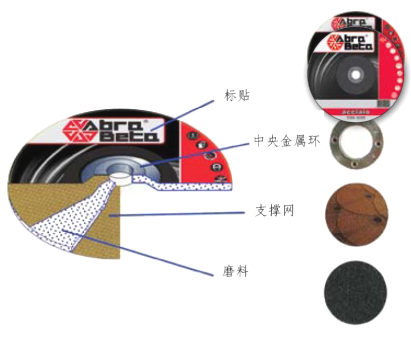
2、切割片的构成
切割片是通过结合剂把磨料粘结并经压坯、干燥和焙烧而制成的多孔体。由于磨料、结合剂及制造工艺不同,一款优质的切割片在其选料、加工过程、制造工艺上必须考虑周全。切割片的特性主要是由磨料、粒度、结合剂、硬度、组织、形状和尺寸等因素决定。其中磨料最常采用的为氧化铝,而实际参与切割和打磨的只有磨料部分!
3、切割片的规格
切割片与打磨片的总体规则相差不大,因其应用方式不同,打磨片相对较厚,这样在打磨作业工况下更加耐用,但切割片是纵向切割使用,不能当作磨片使用,除非该砂轮片在设计上具备切割打磨两用功能,否则任何不按照产品本身设计操作的行为都是危险的:

因此,较常用的切割片规格有: 打磨片规格有:
100*1.0*15.88 100*6.5*15.88
115*1.0*22.23 115*7.0*22.23
125*1.0*22.23 125*7.0*22.23
125*1.6*22.23 150*7.0*22.23
150*1.0*22.23 180*6.5*22.23
150*1.6*22.23 180*7.0*22.23
180*2.0*22.23 230*6.5*22.23
230*2.0*22.23 230*7.0*22.23
* 其他规格可根据自身具体作业工况咨询定制。
4、切割片的特点
树脂切割片因其制造的工艺,本身具有良好的弹性和有抛光作用,具备良好的自锐性,切削效率较高,切削温度较低,切削的表面光洁度高,更加耐用,所以应用范围十分广泛。
5、切割片的正确使用安全规范
切割片需要配备电动工具使用,因此需要根据砂轮片的直径、最大转速等条件选择合适的电动工具,电动工具工作时的转速不能超过砂轮片本身标明的最大转速,否则会引起危险。
因此,如何正确使用切割片?请看以下安全使用规范:
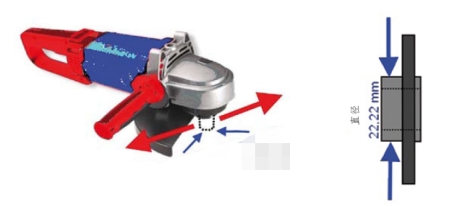
① 砂轮片的安装方式
无论是切割片还是打磨片,在固定时要确保其被合理安装,检查轴承以及螺母锁环是否调整妥善,否则安装了的砂轮片在作业过程中会出现不平衡、晃动甚至爆震的情况,并检查芯轴的直径不得小于22.22mm,否则会导致砂轮片变形和破损!
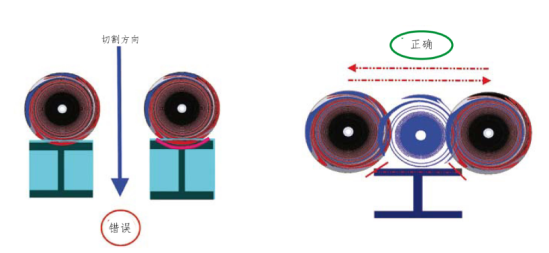
① 切割片的作业方式
切割片必须在90度垂直情况下切割,并且要如下图所示,需前后移动切割,不能上下移动切割,这样是为了避免切割片和工件之间的接触面积较大导致过热情况出现,不利于散热。
① 切割片的切入深度
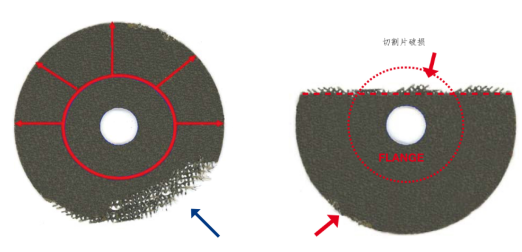
切割片切割工件时的切入深度不宜过深,否则将会导致切割片破损,中心环脱落!
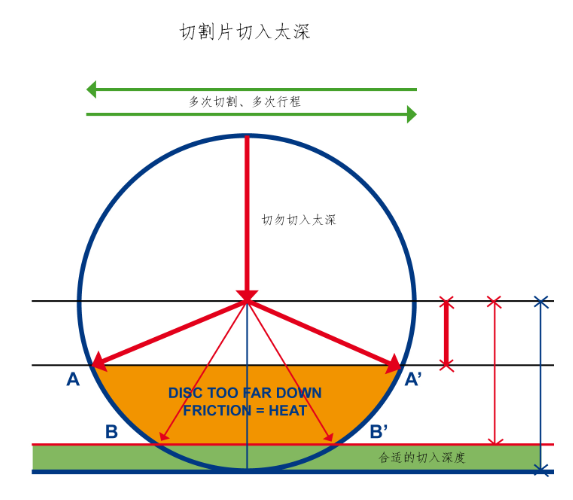
图中绿色区域为合适的切入深度,切勿切入工件太深,否则会导致如下图所示的破坏性结!
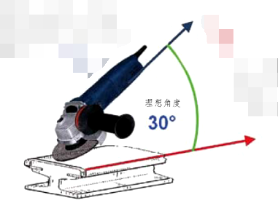
① 打磨片的打磨操作规范
首先,使用打磨片磨削有两种情况:平面磨削和边缘磨削。而磨削角度在30度为理想角度,否则大于30度会令操作人员感觉磨片较软,寿命短;少于30度则会感觉磨片较硬,寿命长,这是因为磨片与接触面的大小相关,这当然会影响磨片的磨削效率!
值得了解的是,
边缘磨削在最优条件下,合适的电机功率,通用硬度砂轮片,十分钟内可去掉400-500克;
平面磨削在最优条件下,合适的电机功率,通用硬度砂轮片,十分钟内可去掉280-330克。
注意:不同的工人不同的力度以及操作方式,会有不同的效果。
4、切割打磨作业建议
为保证施工作业的安全有效进行,请在操作前确保:
- 砂轮片本身完好无损,电动工具防护罩安装牢固
- 工作人员必须穿戴好眼、手、耳朵防护套及工作服
- 砂轮片正确安装在电动工具上,牢固稳妥,并同时确保电动工具的转速不能高于砂轮片本身的最大转速
- 砂轮片为正规途径购买的具备厂家质量保证的产品
- 切割片不能当成磨片使用
- 切割和打磨时不能使用过大的力气
- 使用合适没有破损的法兰片
- 安装新的砂轮片前,一定要关掉电动工具的电源,拔掉插座插头
- 在切割和打磨工作前让砂轮片工作空转一会儿
- 妥善储存砂轮片,不用的时候需将其放置好
- 工作区域没有障碍物
- 在电动工具上不要使用无增强网的切割片
- 严禁使用已损坏的砂轮片
- 严禁切割片阻塞在切缝中
- 当停止切割或打磨时,要让点击转速自然停止,严禁手动对砂轮片施加压力,认为阻止其转动

首页 公司简介 产品中心 新闻中心 案例展示 相关资质 人才招聘 关于我们
Copyright © 2012 进口切割片_进口切割片价格_进口角磨片_千叶片—上海敖朗实业有限公司 备案号:沪ICP备19039281号-1
